

钕铁硼磁铁镀铜工艺及条件要求
工艺流程:
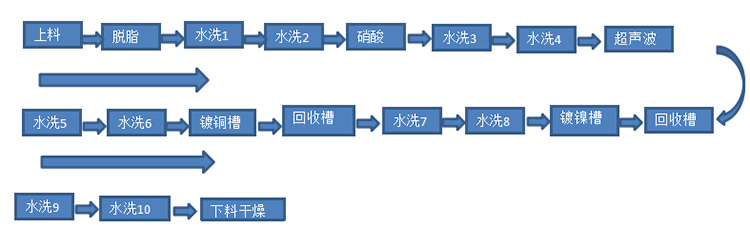
各槽条件要求:
1、脱脂槽温度为60±5度,浓度25G/L添加自来水。
2、水洗槽1.2常温添加自来水。
3、硝酸槽温度为10±3度,浓度3%添加自来水。
4、水洗3.4常温度,添加纯水。
5、超声波常温,添加防锈液,浓度为0.5ML/L,添加纯水。
6、水洗槽5.6常温度,添加纯水。
7、电镀铜槽温度60±5度,添加纯水。
8、回收槽常温,添加纯水。
9、水洗槽常温度,添加纯水。
10、电镀镍槽温度为45±5度,添加纯水。
11、回收槽常温,添加纯水。
12、水洗槽9.10常温度,添加纯水。
13、下料槽常温,添加纯水。
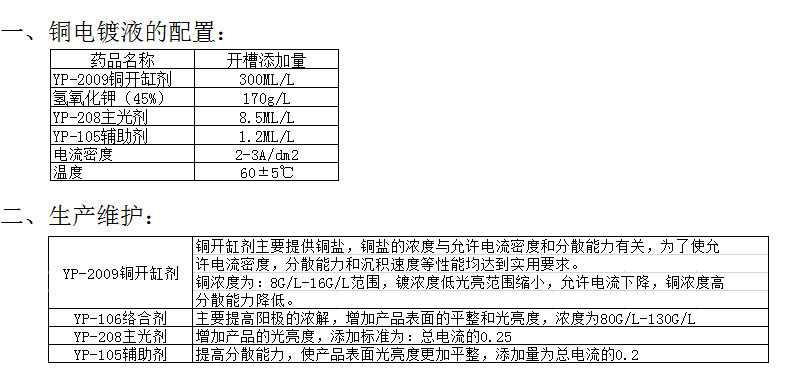
铜镀液配置与维护
1、配置槽的准备:在前一天将定量的45%KOH(碱性水溶液)调整好,(溶液时会产生在量的热量,请
佩戴好防护用具,注意安全)。
2、电镀槽要事先用1%-3%KOH溶液加温60±10打气过滤4小时以上(使用过滤泵和气管力的杂质清除
干净),随后排出KOH溶液,用纯水清洗干净,使槽内清洗纯导电率小于20方可。
3、开槽:将电镀槽4/1加入纯水,把计算好的铜开缸剂倒入槽中,打开气搅拌,再将1项配置好的KOH
溶液慢慢的加入槽中(不要溅出,混合药品会产生大量的热度,请佩戴好防护用具,注意安全)。
4、添加完成后用纯水添加至后需的量,打开过了泵和温控1小时后调整PH值。
5、添加计数好的光亮剂(主光剂和辅助剂)
6、作业前1小时重新测铜槽的浓度和PH值(PH值范围9.1-10.1),必要时做调整。
注意事项:
镀槽配置全过程有大量的热量产生,请佩戴好防护用具。
备注:
以上工艺适合磁铁材料、合金材料、ABS材料、PCB线路板底铜的电镀。
工艺流程:
各槽条件要求:
1、脱脂槽温度为60±5度,浓度25G/L添加自来水。
2、水洗槽1.2常温添加自来水。
3、硝酸槽温度为10±3度,浓度3%添加自来水。
4、水洗3.4常温度,添加纯水。
5、超声波常温,添加防锈液,浓度为0.5ML/L,添加纯水。
6、水洗槽5.6常温度,添加纯水。
7、电镀铜槽温度60±5度,添加纯水。
8、回收槽常温,添加纯水。
9、水洗槽常温度,添加纯水。
10、电镀镍槽温度为45±5度,添加纯水。
11、回收槽常温,添加纯水。
12、水洗槽9.10常温度,添加纯水。
13、下料槽常温,添加纯水。
铜镀液配置与维护
1、配置槽的准备:在前一天将定量的45%KOH(碱性水溶液)调整好,(溶液时会产生在量的热量,请
佩戴好防护用具,注意安全)。
2、电镀槽要事先用1%-3%KOH溶液加温60±10打气过滤4小时以上(使用过滤泵和气管力的杂质清除
干净),随后排出KOH溶液,用纯水清洗干净,使槽内清洗纯导电率小于20方可。
3、开槽:将电镀槽4/1加入纯水,把计算好的铜开缸剂倒入槽中,打开气搅拌,再将1项配置好的KOH
溶液慢慢的加入槽中(不要溅出,混合药品会产生大量的热度,请佩戴好防护用具,注意安全)。
4、添加完成后用纯水添加至后需的量,打开过了泵和温控1小时后调整PH值。
5、添加计数好的光亮剂(主光剂和辅助剂)
6、作业前1小时重新测铜槽的浓度和PH值(PH值范围9.1-10.1),必要时做调整。
注意事项:
镀槽配置全过程有大量的热量产生,请佩戴好防护用具。
备注:
以上工艺适合磁铁材料、合金材料、ABS材料、PCB线路板底铜的电镀。